電子回路を製作するときのはんだづけのしかたを説明します。
はんだづけで接合する対象はいろいろですが、
和歌山ノードの基板キットを組み立てる状況に合わせた説明にします。
★作業上の注意
はんだごては高温になるのでやけどに注意すること。こて台、はんだづけ直後の部品も同じ。
整理整頓し、はんだごてを動かす範囲に人や物がないように安全に注意する。
切りくずなどゴミは容器を用意してそれに入れること。
はんだは電子回路用の細長い糸はんだを使う。
はんだの中心にはフラックスという薬品が入っている。
はんだづけにはこのフラックスが重要なはたらきをする。
フラックスは効果を発揮したあと、はんだづけの熱で蒸発してなくなる。
フラックスが効いている間にはんだづけをしないといけない。
フラックスは、「やに」「松やに」「ロジン」とも呼ばれる。
はんだづけの前に、接続をしたい物はできるだけ固定をして、こてを安定してあてられるようにする。
ぐらぐらしていたり、押したら逃げていくようだと、こてで熱を伝えられない。
固定には大型のマグネットクリップがおすすめ。はんだづけする基板などをはさんで作業する。
さらにクリップを鉄の工具箱などに貼り付ければより動きにくい。
 1
1
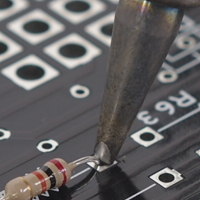
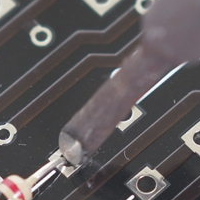
接続する導体にはんだごてをあてて加熱する。
両方の導体にこて先をしっかりあてる。
2秒程度がめやす。
こて先はクリーナーできれいにしたばかりの状態よりも はんだで覆われている状態が溶けたはんだで熱が伝わりやすい。
 2
2
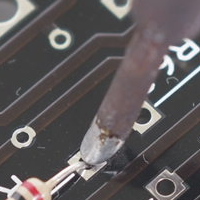
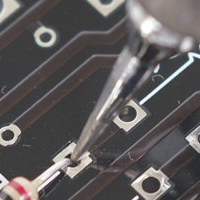
接続する導体にはんだをあてて溶かす。
導体に熱が伝わりにくく加熱できていない時は、こてに少量のはんだをあてて溶かし、 溶けたはんだで接触面積を大きくするとよい。
 3
3
溶けたはんだが流れる。はんだ内部に入れてあるフラックスが蒸発して煙が出る。
はんだは接続する導体にあてること。はんだごてにあてるのではない。
新しいフラックスを接続部に直接供給するためである。
はんだごては導体から離さず、しっかり加熱し続けること。
 4
4
はんだが流れて広がるのを観察しながら、はんだの量ははんだをあてたり離したりして調節する。
はんだが足りないところがあれば、そこにはんだをあてにいく。こてで塗り広げるのではない。
適量のはんだが溶けたらはんだを離す。
はんだの量は、三角形の山、または富士山の形が適量。
加熱ができていて、フラックスが効いていれば、自然ときれいな形になる。
 5
5
はんだを離したあと、溶けたはんだが流れる時間をおいて、はんだごてを離す。 これも2秒程度がめやす。
はんだを離してから、こてをあて続ける時間が長過ぎるとフラックスが蒸発してしまい、 はんだが流れにくくなって仕上りの形が悪くなる。また、部品を熱で傷める原因になる。
フラックスが蒸発したあと、形が悪いからといって、こてでコネコネしても
はんだの流動性が悪くなっているのでだめ。
この場合は、もう一度加熱して付いているはんだを溶かしたあと、少量のはんだを追加する。
そうすれば、新しいフラックスが供給されてはんだが流れてくれる。
図の説明のとおり、順番は、こてをあてる → はんだをあてる → はんだをはなす → こてをはなす
こての先にはんだを取って塗りにいくのはまちがい。
また、溶かしたはんだのしずくを落として付けるのもまちがい。
加熱不足またはフラックスの効かないはんだづけになる。
こてもはんだも接続部に直接あてること。
和歌山ノードの基板は、両面スルーホール基板と言って、部品取り付け穴の中にも導体があります。
溶けたはんだは穴の中にも流れていきます。
片面基板は裏からはんだづけしますが、
両面スルーホール基板は、表でも裏でもやりやすい方から作業できます。
抵抗など、基板の表から足が見える部品は、基板の表からでもはんだづけができます。
| 予備はんだ |
基板では必要ないが、 この場合でもフラックスは必要なので接続時に新しいはんだをつける。 |
| 接続部表面はきれいに |
古い部品など、はんだづけする表面がさびているときは、
サンドペーパーやワイヤブラシで汚れを落としてからはんだづけをする。 |
| はんだ参考データ |
鉛入りはんだ 鉛フリー(無鉛)はんだ |
現在の工業製品は無鉛はんだが使われています。
でも、職業としてはんだづけにかかわるのでなければ、
特に初心者は扱いやすい鉛入りはんだから始めることをおすすめします。

はんだは、電子工作用の一般的な 錫(Sn)60~63%の鉛入りはんだ または 共晶はんだ、太さ0.8~1.0mmを買い求めればよいでしょう。
和歌山ノードの基板には写真のような共晶はんだが適しています。
共晶はんだは融点が低く良く流れるので両面スルーホール基板に向いています。
電子回路を製作するときのはんだづけがうまくできるかどうかは、はんだごての選び方で変わってきます。
はんだごては、まずこて先で選びましょう。
電子回路に適したこて先が使えるはんだごては、電子回路に適した性能になっています。

私がいつも使うはんだごてとこて先。

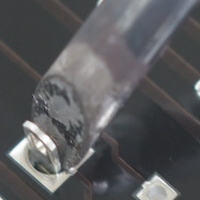
おすすめは、この形のこて先です。
この形のこて先は先が平面と直線なので
部品や基板のランド(導体が貼ってある銀色の部分)と広く接して熱を伝えます。
加熱に時間のかかるイライラや、加熱不足の失敗が減ります。
こて先は熱を伝えるために重要な部分です。
細かい物のはんだづけには相手に合う先の細さのこて先を使い、
大きい物のはんだづけには先まで太いこて先を使い分けましょう。
基板のランドとほぼ同じ先端幅のこて先が効率良く熱を伝えます。

大きい部品にはこのように、先まで太いこて先を使い分けましょう。。
太いこて先は熱容量が大きく、ヒーターから先端まで熱を伝える能力が高いため、
取り換え用のこて先として購入しておくことをおすすめします。
はんだごてを購入するときは、こて先が簡単に交換できるものを選び、
こて先を大小そろえて購入することをおすすめします。

上の形のこて先がないとき、次のおすすめはこの形です。
一般的な電子工作用のこて先
大きい部品には太いこて先
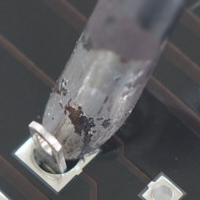
こて先が合っていない例です。
先の細いこて先は、面実装部品の時に必要になるが、 熱容量が小さく、熱伝導が悪いため、普通の部品には熱が伝わりにくく使いにくい。

熱を伝えようと、こてを寝かせて根元で加熱すると、
隣の部品を溶かしたり、溶けたはんだが隣の穴に流れ込んでふさいだりと、ろくなことはない。
こんなことをするなら、太いこて先を買っておこう。